

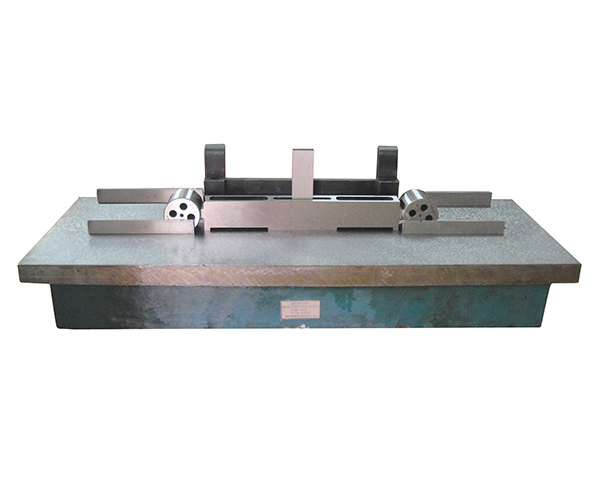
軌距選用絲杆帶動、高精密級滑軌導向、橫式數顯標尺準確測量顯示信息,保證橫向移動時的精度和可靠性。較高計量檢定選用較高專用型塊規立即墊入上、下底座中間獲得確定較高值,測量精度更強、構造更為平穩,實際操作更為簡易,更為有益於規範軌距鐵路軌距尺的批量計量檢定。較高計量檢定選用正弦準確測量原理,北京熱學計量檢測在對規範軌距鐵路軌距尺水準(較高)項目開展計量檢定時,不需要再對軌距尺的水準(較高)示值開展附加修正。綜合性熱學計量檢測較高計量檢定裝置的上升和下降選用高速電機控製驅動,既降低了勞動強度,又提升了工作效能。軌距尺計量檢定器是用以計量檢定和校準軌距尺的一類專用型精密儀器工具。可對軌距尺的軌距總產量程和較高總產量程開展不間斷線性精度檢測和計量檢定,對軌距的水準零位基準點和坡度開展檢測和計量檢定。

校準和檢定是兩個不同的概念,但兩者之間有密切的聯係。校準一般是用比被校計量順具精度高的計量器具(稱為標準器具)與被校計量器具進行比較,熱學計量檢測中心以確定被校計量器具的示值誤差,有時也包括部分計量性能,但往往進行校準的計量器具隻需確定示值誤差,如果校準是檢定工作中示值誤差的檢定內容,那樣準可說是檢定工作中的一部分,但校準不能視為檢定,況且校準對條件的要求亦不如檢定那麽嚴格,北京熱學計量檢測校準工作可在生產現場進行,而檢定則須在檢定室內進行。有人把校準理解為將計量器具調整到規定誤差範圍的過程,這是不夠確切的。雖然校準過程中可以調整,但調整又不等於校準。

在每個階段和每個測量工作中,應首先進行技術設計,然後根據技術設計計劃進行測量工作。按照有關標準執行過程質量控製,認真執行產品測繪“二級檢驗,一級驗收”製度。在各個階段和各種測量任務中,鐵路軌距的測量布局必須“從頭到尾”;工作程序必須遵循“首先控製,然後是破裂的部分”;精度控製應遵循“從高到低”的工作原理。綜合性熱學計量檢測對於每個測量過程,北京熱學計量檢測在工作時都要堅持檢查,並逐步檢查以確保測量結果可靠。變形測控網絡的重新測量應采用“五固定”原理,即使用相同的圖形或觀測路線和觀測方法;應使用相同的儀器和設備;固定的觀察員應固定;參考點和工作基點應固定;在基本相同的環境和觀察條件下工作。

固定不動勘察應在路線導航中心線的前期設計基本上,依據當場地貌,地質學,水文水利的具體情況,北京熱學計量檢測確立最社會經濟發展合理的平行線位置,並將高鐵線路軸線施工測量到地麵,包括中心線準確測量,趨勢圖準確測量和路線準確測量垂直和水平實體模型準確測量,施工工地的規模性地形圖測量,橋梁穿越和河流(河流)路線以及必要時河流(河流)水文測量。熱學計量檢測中心橋公路橋梁測繪工程:道路公路橋梁測繪工程一般包括道路公路橋梁場地地形圖測量,水文水利水利工程勘測,道路公路橋梁場地橫剖麵和水文水利水利工程橫剖麵準確測量,鑽墩位置準確測量,小路麵工程集水區準確測量測繪工程等。

三坐標測量機在模具行業中的應用相當廣泛,熱學計量檢測是一種設計開發、檢測、統計分析的現代化的智能工具,更是模具產品無與倫比的質量技術保障的有效工具。當今主要使用的三坐標測量機有橋式測量機、龍門式測量機、水平臂式測量機和便攜式測量機。測量方式大致可分為接觸式與非接觸式兩種。模具的型芯型腔與導柱導套的匹配如果出現偏差,可以通過三坐標測量機找出偏差值以便糾正。熱學計量檢測中心在模具的型芯型腔輪廓加工成型後,很多鑲件和局部的曲麵要通過電極在電脈衝上加工成形,從而電極加工的質量和非標準的曲麵質量成為模具質量的關鍵。
5.用卡尺內測量爪測量工件,不能測量Ф10mm以內的內孔。6.電子數顯卡尺應避免水等液體物質滲入尺框內,以免損壞電子元件。7.使用後要對卡尺進行必要的保養,擦淨油汙、鐵屑,如卡尺接觸水液,需用清潔汽油擦洗幹淨,(不可使用丙酮、酒精),然後在工作麵塗上防鏽油。北京熱學計量檢測卡尺放入量具盒前應使兩測量麵保持一定縫隙,以防卡尺測量麵鏽蝕。8.電子數顯卡尺不使用數據出口端時,不要將端口蓋拆下,並不要將金屬器件任意觸及輸出端,以免損壞電子元件。9.發現卡尺有故障或示值不準確,及時報告,由熱學計量檢測廠計量人員處理。
| 電 話:0772-3936710 | |
| 傳 真:0772-3936709 | |
| 郵政編碼:545007 | |
| 郵 箱:gxguijing@163.com | |
| 網 址:http://www.zwpms.com | |
地 址:廣西柳州市河西高新技術產業 開發區新和路19號 |





 您當前的位置 :
您當前的位置 :
 桂公網安備45020402000307號
桂公網安備45020402000307號